12年掌握焊接工艺核心技术
智能化焊接技术解决方案提供商
服务热线:
13308212360
12年掌握焊接工艺核心技术
智能化焊接技术解决方案提供商
服务热线:
13308212360

下面跟随青羊区禾田焊接加工部一起来了解一下关于成都激光焊接的技术原理吧!
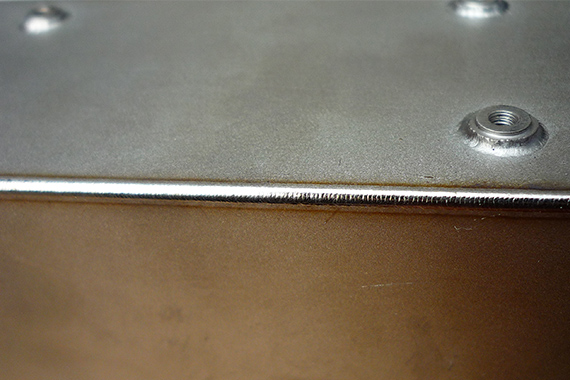
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材 料熔化后形成特定熔池。
激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。

其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。
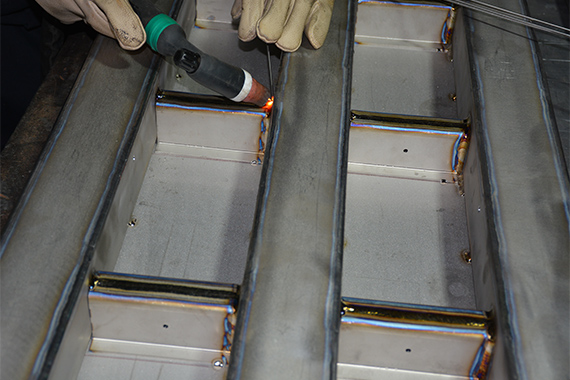
用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。
激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。
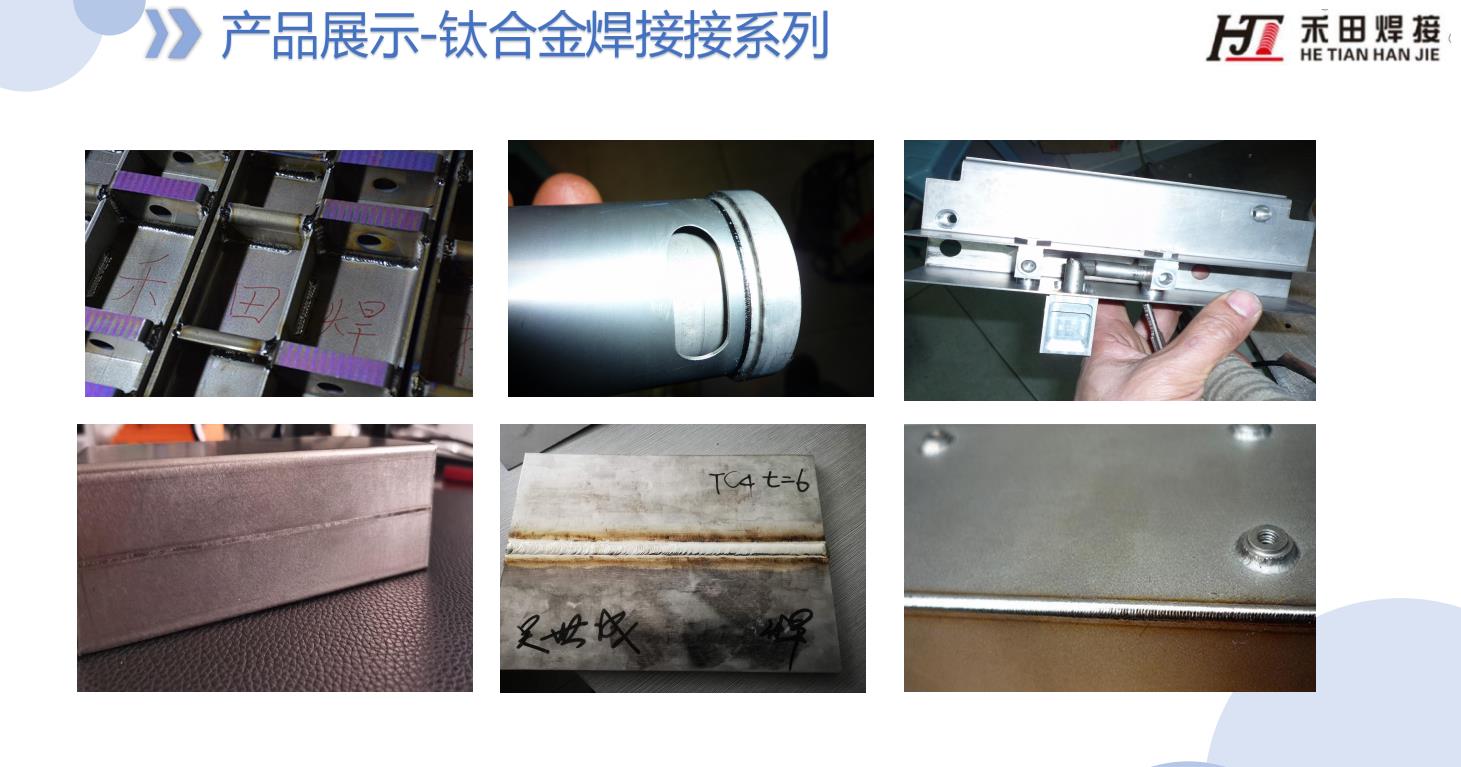
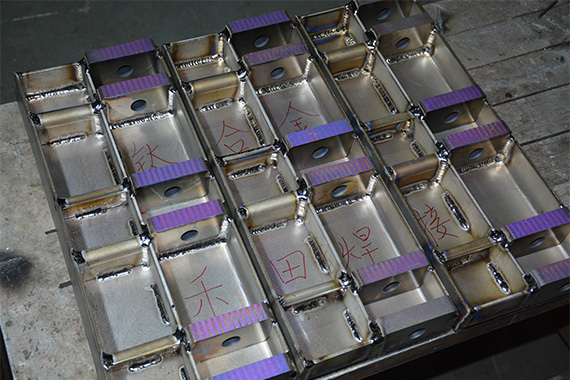
它是一种新型的焊接方式,激光焊接主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠 焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理 ,焊缝质量高,无气孔,可..控制,聚焦光点小,定位精度高,易实现自动化。
想要了解更多关于成都激光焊接的相关知识,尽在青羊区禾田焊接加工部,我们是专业的激光焊接厂家!









 当前位置:
当前位置:

 热门推荐
热门推荐