12年掌握焊接工艺核心技术
智能化焊接技术解决方案提供商
服务热线:
13308212360
12年掌握焊接工艺核心技术
智能化焊接技术解决方案提供商
服务热线:
13308212360

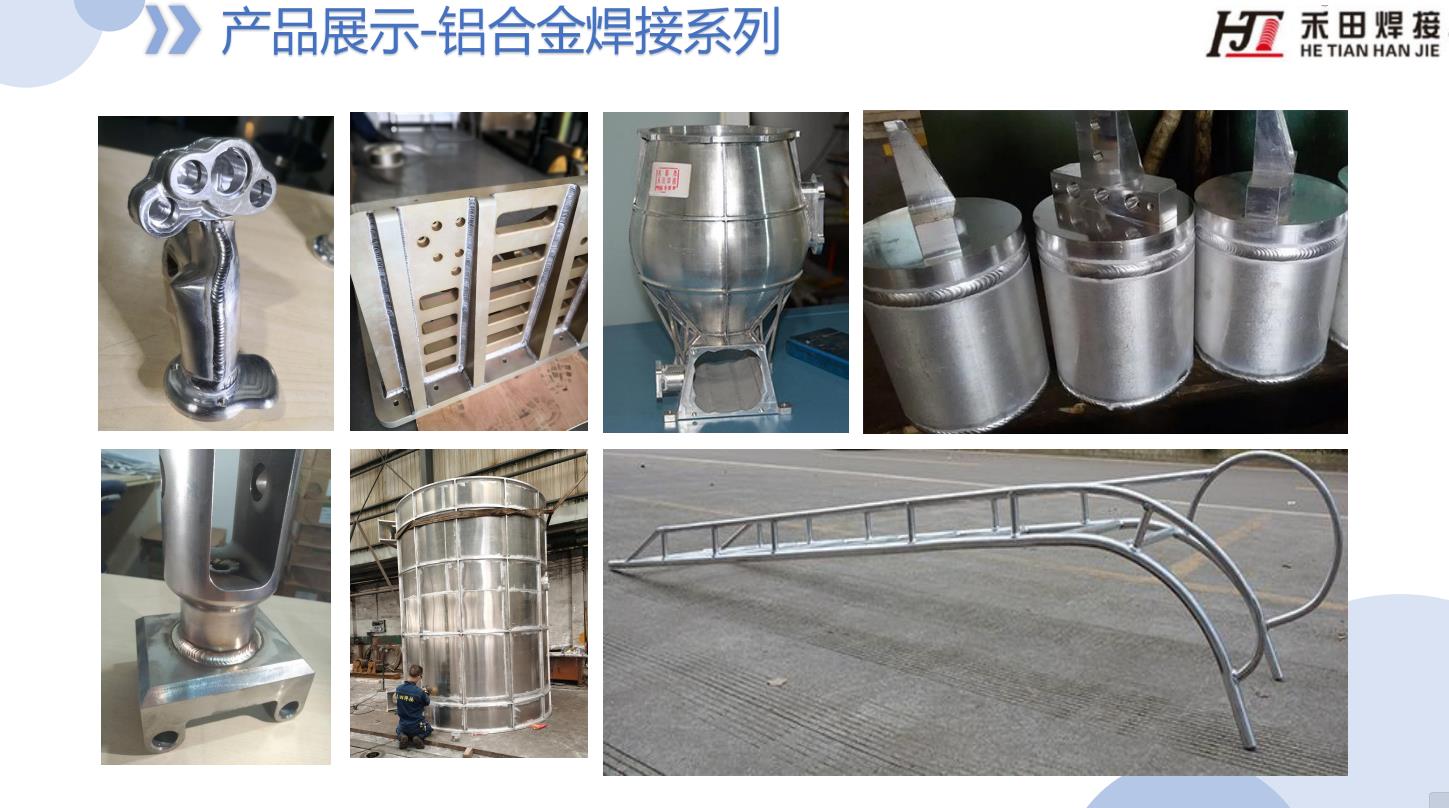
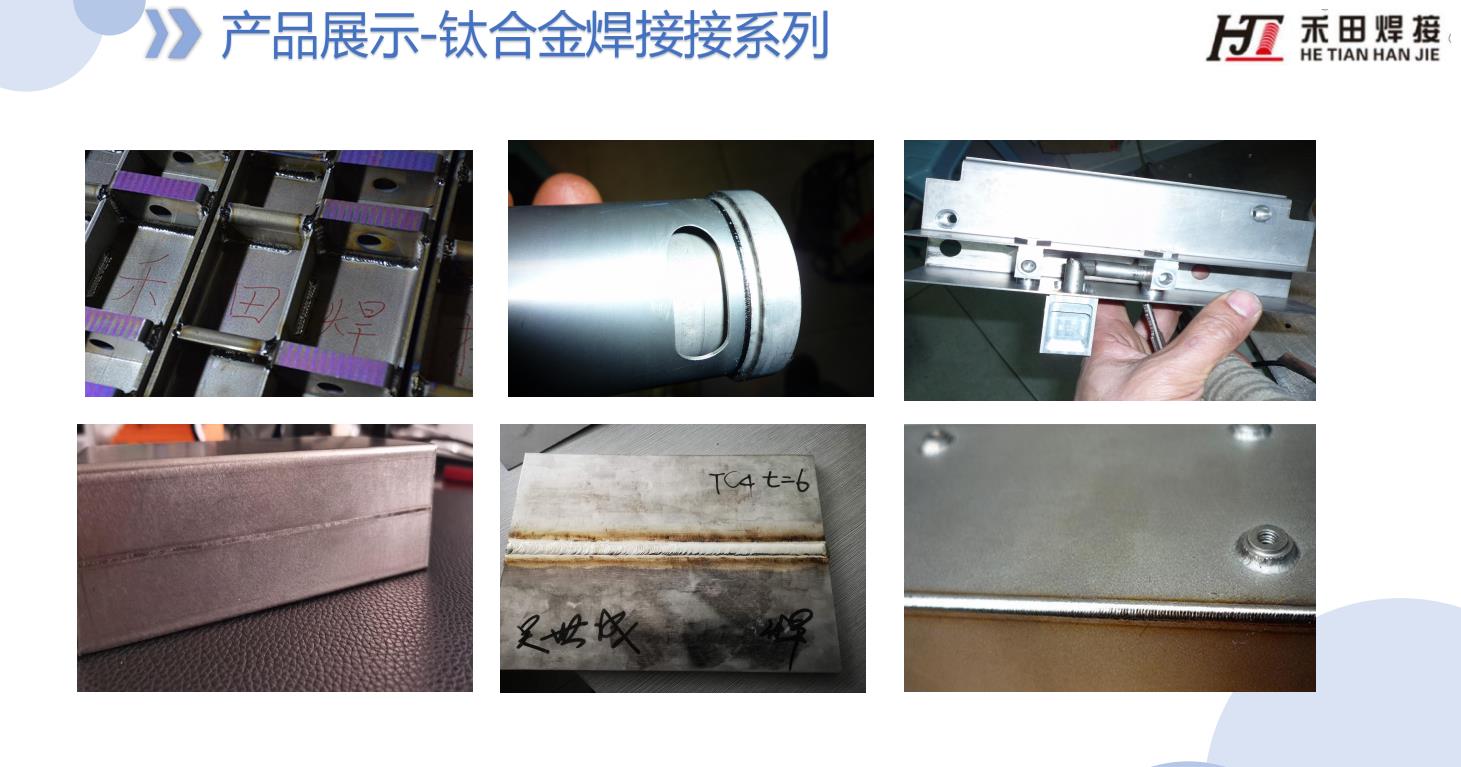
铝合金被广泛的运用在工业产品上,因为它具有很好的物理性能,几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。
由于焊接方法及焊接工艺参数的选取不当,造成铝合金零件焊接后产生严重变形,或因为焊缝气孔、夹渣、未焊透等缺陷,导致焊缝金属裂纹或材质疏松,严重影响了产品质量及性能。以下小编就带您分析成都铝合金焊接的铝合金焊接的关键三技术
铝合金的三种焊接方法
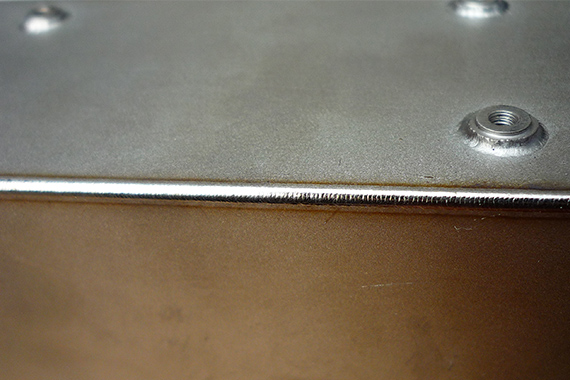
钨极氩弧焊
钨极氩弧焊法主要用于铝合金,是一种较好的焊接方法,不过钨极氩弧焊设备较复杂,不合适在露天条件下操作。
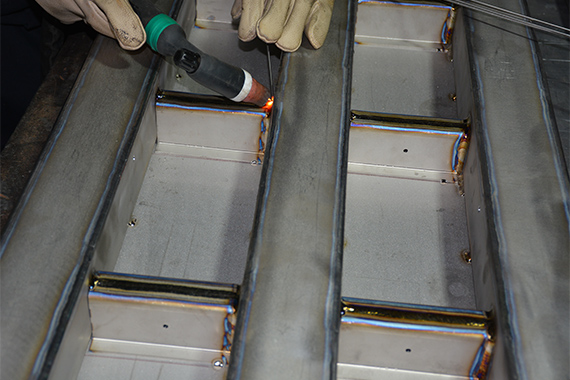
电阻点焊、缝焊
这种焊接方法可以用来焊接厚度在5mm以下的铝合金薄板。但是在焊接时用的设备比较复杂,焊接电流大、生产率较高,特别适用于大批量生产的零、部件。
脉冲氩弧焊
脉冲氩弧焊可以很好的改善在焊接过程中的稳定性可以调节参数来控制电弧功率和焊缝成形。焊件变形小、热影响区小,特别适用于薄板、全位置焊接等场合以及对热敏感性强的锻铝、硬铝、超硬铝等的焊接。

铝合金的焊接注意事项
1 焊接铝合金前先要清理铝合金表面,不能有油污,尘埃等存在,可以用丙酮清洗铝合金焊接处的表面,厚板铝合金要用钢丝刷清理,之后再加丙酮清洗。
2 在焊接铝合金的时候要先清理铝合金表面,不能有油烟,灰尘等,另外厚板铝合金要用钢丝刷清理,然后再加丙酮清洗。
3 如果板材比较后可以对板材预热,这样可以防止预热不够造成成焊不透,在收弧时要用小电流收弧填坑。
4 焊接时一定要规范,要根据板材的厚度来焊接。
5 焊枪的电缆不要太长,要是太长会造成送丝稳定。
一、焊接材料要求:
01 保护气体的选择
焊接时所用的保护气体有惰性气体氩气(Ar)和氦气(He),生产上普遍使用氩气。用于焊接铝及铝合金的氩气必须满足下列纯度(体积分数)要求:氩气大于99.99%,氦气小于0.04%,氧气小于0.03%,水的质量分数小于0.07%。目前国内生产的氩气,其纯度一般能达到此要求,故在使用前不需再进行提纯处理。
02
钨电极的选用
氩弧焊用的钨极材料有纯钨、钍钨、铈钨、锆钨四种。纯钨极的熔点和沸点高,不容易熔化挥发,但电子发射能力比钍钨、铈钨要差。在纯钨中加入质量分数为1.0%~2.0%的氧化钍(Tho)电极称为钍钨极。它的电子发射能力强,允许的电流密度高,电弧燃烧稳定。但钍元素具有一定的放射性,对其推广应用带来障碍。目前普遍采用的铈钨极(牌号WCe20)是在纯钨中加入质量分数为1.8%~2.2%氧化铈(杂质≤0.1%)而制成。铈钨极电子逸出功低,化学稳定性高,反复引弧的可靠性高,允许电流密度高(如采用直流正接氩弧焊时,允许电流密度比钍钨极提高5%~8%),烧损率低,并消除了放射性。

03
溶剂的选择
在气焊、碳弧焊过程中,熔化的金属表面极易氧化而形成氧化膜,为**焊接质量,必须用熔剂去除氧化膜及其他杂质。气焊、碳弧焊用的熔剂是各种钾、钠、锂、钙等元素的氯化物和氟化物粉末的混合物。用气焊、碳弧焊方法焊接、角接、搭接等接头时,焊件上残留的熔渣往往难以完全清除,在这种情况下,应根据不同的铝合金材料选用不同的熔剂。对于铝镁合金,不宜用含有钠的熔剂。
以上内容便是成都铝合金焊接厂家为大家带来的相关的讲解啦,如有疑问欢迎致电。感谢你的阅读。








 当前位置:
当前位置:

 热门推荐
热门推荐